
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройство АСИ токарно-фрезерных обрабатывающих центровСодержание книги
Поиск на нашем сайте
Станкостроительными компаниями производится ряд много- функциональных токарно-фрезерных центров. Работа на таких стан- ках требует меньше оснастки, меньше ручных настроек, меньше об- служивания благодаря высокой степени автоматизации и технологи- ческой оснащенности. Типичным примером является многофункцио- нальный токарно-фрезерный центр пятого поколения Super NTX фирмы Nakamura (рис. 2.26). Рис. 2.26. Токарно-фрезерный центр Nakamura-Tome
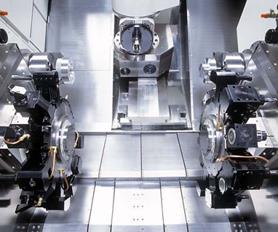
Концепция Super NTX воплощает формулу «три в одном»: функциональные возможности двух токарных и фрезерного станков, что позволяет, осуществляя одновременное 11-осевое управление, высокопроизводительно выполнять комплексную обработку деталей с одной установки (рис. 2.27).
Рис. 2.27. Устройство станка
Super NTX (рис. 2.29) отвечает современным требованиям к точности обработки: округлость обработанных деталей составляет 0,4 мкм, а шероховатость Rа - 0,1985 мкм. Точность обработки обеспечи- вается продуманной конструкцией и качеством изготовления станков. Это жесткая станина, широкие направляющие скольжения (отсутст- вие вибраций при нагруженных режимах резания), принудительное охлаждение шпиндельных бабок и станины через сеть каналов с ох- лажденным маслом (стабильность точности при длительной обработ- ке), интегрированная конструкция шпинделя и электропривода (меньше излучение тепла, отсутствие люфтов в передачах). Конструктивно шпиндели выполнены по типу «электрошпин- дель» – т.е. ротор электродвигателя является единым целым с телом шпинделя. Управляемый поворот шпинделей с минимальным шагом 0,001о в сочетании с эффективным тормозом позволяет выполнять обработку по оси С, а также высококачественную контурную фрезер- ную обработку. Обработку деталей можно осуществлять одновременно в двух шпинделях либо раздельно – как на двух разных станках (например, для обработки двух разных деталей), либо вместе – в этом случае второй шпиндель используется в режиме дополнительной управляе- мой опоры (например, для обработки крупных деталей).
правок – до 24 токарных инструментов (рис.2.28). Левая револьверная головка работает с шпинделем, а правая – с противошпинделем. Кроме того, они могут использоваться в качестве экономичного устройства для загрузки заготовок и выгрузки готовых деталей, а также с их помощью можно вы- Рис.2.28. Револьверная головка полнять запрессовку втулок (с усилием до 800 кг). Для силового фрезерования и сверления используется инстру- ментальный шпиндель с широкими возможностями перемещений и поворота относительно детали в шпинделе или противошпинделе. Функция контролируемого поворота шпинделя вокруг оси позволяет гибко использовать в нем не только фрезерный, но и токарный инст- румент (в том числе с внутренней подачей СОЖ).
Рис.2.29. Super NTJX
В стандартном оснащении магазин рассчитан на 24 инструмента или на 40, 80 и 120 – в качестве опции. Магазин расположен на соб-
ственной станине, вследствие чего процесс смены инструментов, а также их вес не вызывают вибраций, не оказывают влияния на точ- ность обработки и могут выполняться во время резания инструмен- тами револьверной головки, не прекращая обработку ни на секунду (рис.2.30). Рис. 2.30. Инструментальные магазины
Для автоматизированной непрерывной работы станка преду- смотрена функция управления ресурсом режущего инструмента, по- зволяющая автоматически, не дожидаясь критического износа инст- румента, заменять его дубликатом из другой позиции револьверной головки или инструментального магазина. Функция контроля осевых нагрузок позволяет широко исполь- зовать ее возможности в работе со станком. Например: · контроля усилия прижима детали вращающимся центром; · автоматического задания глубины прохода при многопроход- ном сверлении в зависимости от величины нагрузки; · аварийного останова станка при чрезмерных усилиях во время обработки; · функции "воздушной подушки", позволяющей мгновенно (за 0,008 с) отследить внезапный рост нагрузки и отвести рабочий орган назад, уберегая станок от поломки; · запрессовки втулок и т.д. ПО Net-Monitor позволяет централизованно следить с персонального компьютера за работой нескольких удаленных станков. С его помо- щью можно дистанционно: · просматривать подробную информацию о работе станка; · легко определять состояние его работы (с помощью трех цветов: зеленый - "работа по программе", желтый - "операция заверше- на", красный - "авария"); · вводить и выводить УП для каждого из станков; · отображать экраны систем ЧПУ подключенных станков и т.д. Технологические возможности станков данного типа представ- лены в табл.1.
Таблица 1 Технические возможности
Это далеко не все варианты комбинирования операций обработ- ки, но подчеркнем главное – станки данного типа многофункцио- нальны, гибки в работе и высокопроизводительны.
|
||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 952; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.009 с.) |


 На каждой из двух головок может быть размещено 12 токарных и приводных инструментов (в том числе с внутренней подачей СОЖ), а при использовании спаренных
На каждой из двух головок может быть размещено 12 токарных и приводных инструментов (в том числе с внутренней подачей СОЖ), а при использовании спаренных










